

дат басмаган корыч эретеп ябыштыру электродлары e308 e308l белән тәэмин итү
Характеристика һәм кушымталар
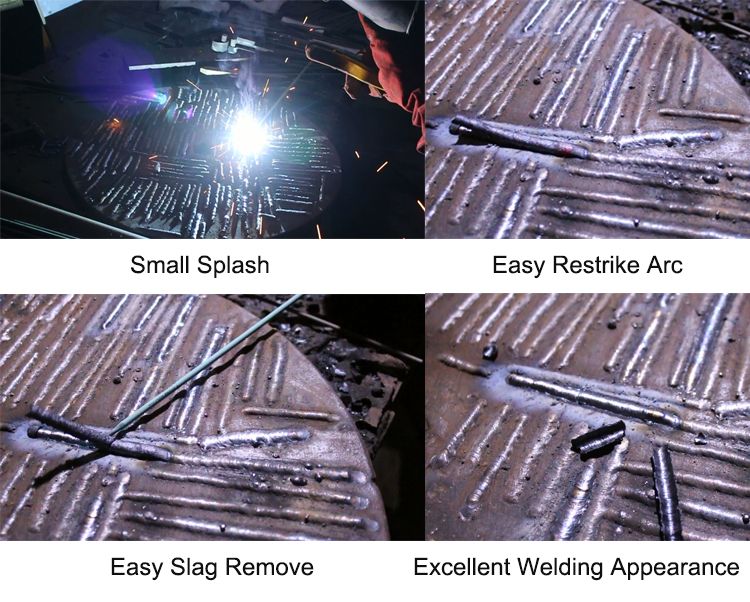
TheweldmetalofE308 / 308Lisa19Cr-10Ni остенит микроструктурасы чикләнгән ферритны үз эченә ала.Искиткеч спектакльләр инслаг чыгару, эретеп ябыштыру, эретеп ябыштыру, югары температурада коррозиягә чыдамлык.Барлык позицияләрдә дә AlS1-304 корыч, AlSI-301 корыч һәм AISI-302 корычны эретеп ябыштыру өчен яраклы.
Дөрес металлEE308 / 308L: датсыз нечкә тәлинкә, кальян, торба, тотрыксыз торба, җылылык торбасы, басым судносы тәлинкәсе, корыч такталар, ясалма.
Куллану турында искәрмәләр
1. Төп металл трюктагы пычратуларны чистартыгыз һәм пасовкасыз корыч кисточка белән узыгыз
2. Мөмкин кадәр кыска арка озынлыгын саклау бик югары киңәш ителә.Туку ысулы белән эретеп ябыштырганда, хәрәкәт диапазоны чыбык диагыннан 2,5 тапкыр контрольдә тотылырга тиеш.
3. Электродларны 250 ~ 300 at тирәсендә 60 минутка киптерегез.Ярты көн куллану өчен кулланыла торган әйберләрне чыгарыгыз һәм эретеп ябыштыру вакытында әйләнә-тирәдә 100 ~ 150 at саклагыз
4. Түбән токны кулланыгыз, ярылмасын өчен һәм металл эретүне минимальләштерегез.
Тасвирлау
| Модель | GB | AWS | Диаметр (мм) | Каплау төре | Ток | Куллану |
| CB-A102 | E308-16 | E308-16 | 2.5-5.0 | Лайм-титан тибы | DC | Коррозиягә чыдам0cR19Ni9 һәм 0Cr19Ni11Ti 300︒C астыннан дат басмас корыч эретеп ябыштыру өчен кулланыла. |
Депозитланган металлның химик составы (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
Депозитланган металлның механик үзлекләре
| Керү көче (Mpa) | Озынлык (%) |
| 570 | 45 |
Урлау


Безнең завод


Күргәзмә








Безнең сертификат









